






 78 / 160
78 / 160

March
2017
HYDROCARBON
ENGINEERING
76
reprocessed through the crude unit. Regardless of their
source, amines will increase the desalter brine pH. In the
simplest case, the increased pH can negatively impact
desalter efficiency. However, at higher pH, the amines
preferentially partition into the crude oil and are carried
downstream, where reaction with hydrochloric acid (HCl)
can form corrosive salts that cause damage in the
atmospheric tower and overhead system.
In addition to amines, calcium naphthenate presents
several well-known processing challenges in the refinery. A
salt present in calcium-contaminated crudes with a high
total acid number (TAN), calcium naphthenate stabilises
emulsions in the desalter. This causes upsets and
undermines the performance of downstream units such as
the wastewater treatment plant. Past the desalter, calcium
naphthenate can form a sludge that causes fouling in
towers, drums, heat exchangers, and furnaces.
Calcium can carry through into the atmospheric and
vacuum residue streams and feed into the fluidised
catalytic cracking (FCC) unit, where it reduces the activity
of the zeolite catalyst. Calcium can also end up in the
heavy fuel oil and coke products at the refinery, where it
degrades product value by increasing ash content.
Amines and calcium naphthenate cannot be easily
removed from the crude oil without adjusting the desalter
pH – typically achieved by the addition of acids to lower
the pH of the brine. However, most commodity acids, while
inexpensive, cause substantial secondary processing
problems. For example, citric acid reacts to form insoluble
calcium salts that can foul desalter internals, reduce
desalting efficiency, and lead to unplanned maintenance
outages. Sulfuric acid is often considered, but it
significantly increases the risk of both corrosion in
processing equipment and the deposition of calcium
sulfate scale. Acetic acid remains a popular option for
handling calcium naphthenates in the oilfield, but the
significant volumes required for
downstream programmes can
introduce several unintended
consequences. Not only does acetic
acid form emulsion-stabilising salts, it
partitions significantly to the crude oil
and increases corrosion in the
overhead. Additionally, it can cause
bulking and settleability issues in the
wastewater treatment plant.
A systems-based
approach
Baker Hughes developed its
EXCALIBUR contaminant removal
programme to overcome the negative
secondary effects of commodity acids
in desalter applications. The
programme lets operators manage
undesireable amines and process high
calcium crude oils without impacting
desalter reliability.
The technology includes a
water-soluble complexing agent that
is injected into the desalter’s wash water to lower the pH
of the brine and increase the solubility of contaminants in
the aqueous phase. The dissolved contaminants are
removed from the desalter with the effluent water drained
from the bottom of the vessel. The complexing agent
formulation avoids many of the processing problems
commonly encountered with commodity acids. A corrosion
inhibitor in the formulation mitigates corrosion risks in
crude unit desalting equipment, and specially formulated
emulsion-breaking chemicals help break down stabilised
emulsions and maximise crude oil dehydration and salt
removal. This minimises the carryover of harmful amines
and calcium contaminants into the desalted crude oil
stream. A scale inhibitor can be added to the formulation
to prevent the deposition of metal carbonates or sulfates
in the desalter effluent water removal system.
The programme was designed to provide the
aforementioned benefits while having minimal impact on
wastewater treatment activities. Improving oil and brine
separation in the desalter results in fewer oily solids,
phenols, and other organic acid species carried with the
brine. Unlike acetic acid, which is broken down by bacteria
to increase biomass and cause separation problems in the
wastewater treatment system, the technology’s
components readily biodegrade to release only CO
2
and
water.
By providing a lower, more stable pH in the crude unit
desalters, the technology allows refiners to improve plant
profitability by processing higher volumes of opportunity
crude oils, while also reducing operating and maintenance
expenses resulting from downstream fouling, corrosion, and
catalyst activity losses. It also allows the refiner to produce
higher value on-specification coke and heavy fuel oils.
The company’s contaminant removal technology has
helped refiners around the world successfully process
attractively-priced opportunity crude oils. Amine removal
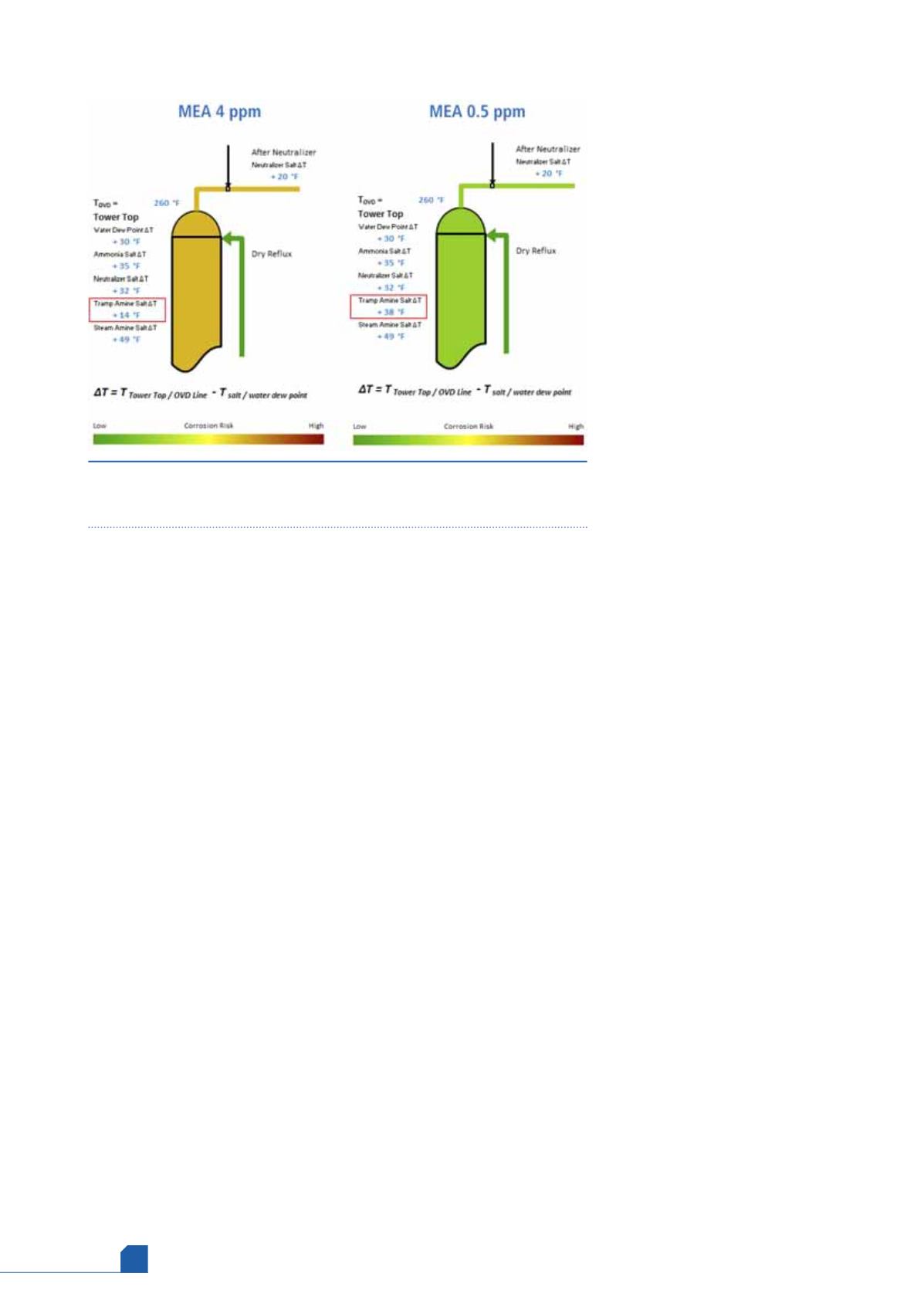
Figure 1.
Screenshots of the CRM output depict the reduced corrosion risk to
the top of the tower by reducing MEA from 4 ppm to 0.5 ppm in the desalted
crude.