






 84 / 160
84 / 160

March
2017
HYDROCARBON
ENGINEERING
82
other installed systems used for slurry oil clarification,
including mechanical filtration and settling tanks, the
refinery’s selection of the more efficient electrostatic
separation method proved paramount in helping to increase
profits and reduce waste throughout the refinery.
2
Slurry oil yields and properties
Slurry oil yields from FCC and RFCC are a function of the
severity of the operation. Yields are generally inversely
proportional to factors such as catalyst activity, temperature,
catalyst to oil ratio, etc., and are directly proportional to the
nitrogen, sulfur and asphaltenes (or alternatively vacuum
bottoms) content of the FCC feed. Slurry oil yields ranging
from approximately 1 to 2 vol.% for paraffinic feeds to as
much as 15 vol.% on RFCC feeds have been observed.
3
As might be expected, slurry oil quality is a function of
such variables as the properties of the FCC feed, severity of
the operation, type of catalyst, operating conditions in the
fluidised catalytic cracking unit (FCCU), etc.
4
The main concern with concentrated slurry is the
presence of asphaltenes, which are large chemical structures
with a high ratio of carbon to hydrogen. They contain nickel
and vanadium, which promotes coke generation when
deposited on FCC/RFCC catalysts. These are complex
structures and are difficult to describe chemically. Instead,
asphaltenes are defined by their solubility:
Materials that are insoluble in an excess of n-heptane (or
less often, n-pentane).
Those materials that are soluble in benzene.
When cracking residual feedstocks, the FCC catalyst pore
size is not large enough to allow the large asphaltenes
structures to enter the pores of the catalyst. The level of
conversion of asphaltenes in an RFCC unit is then a function
of the activity of the matrix of the catalyst.
4
If the FCC feed
contains significant levels of asphaltenes, as it would in
RFCC, the slurry oil will likely contain higher concentrations
of asphaltenes. When asphaltenes are present, nickel and
vanadium will be present on the catalyst and initially
deposited as part of the coke on catalyst and in the slurry as
metalorganic compounds. Catalyst particles in the slurry,
besides containing nickel and vanadium, also bring in sodium
and trap iron. Antimony and tin, which are used as metal
passivators, may be present on the catalyst or in the slurry oil
as well. Other FCC additives are used to control carbon
monoxide, sulfur oxide and nitrogen oxide emissions, and
metals traps may reside in the slurry oil, all of which contain
a variety of other elements that make removal extremely
difficult.
Recycling smaller micron particles is crucial for RFCC and
FCC fluidisation. BASF catalyst manufacture relies on a
certain amount of fines that are 45
μm
and smaller, for
proper fluidisation of the catalyst within the reactor. Note
that for these slurry oils, over 90% of the particles range in
size from 0 to 25
μm
dia. This means that very large holding
tanks and long holding times are required to meet higher
value product specifications. Some relief is obtained with
the use of settling aids
5
in this service. Sludge from slurry oil
holding tanks, however, is listed as hazardous waste by the
US Environmental Protection Agency (EPA), requiring more
frequent tank cleanings and the increased associated
expense.
4
Slurry oil particulate removal
technologies
Historically, holding tanks have been used to allow solids to
settle out of the slurry oil. The resultant decant oil solids
content are a function of the sedimentation tank design, the
physical characteristics of the slurry, the temperature of the
storage tank, and whether or not settling aids are used. In
addition to generating clarified oil, sludge results from the
settling process. Slurry oil holding tank sludge is classified as
hazardous waste. Depending on the tank size and rate of slurry
oil production, treatment and disposal cost estimates are
US$1 – 4 million per cleaning. In the absence of
countermeasures, increasing resid feed to the FCCU will
increase the rate of slurry oil production and sludge
formation.
6
Membrane filters were first put into slurry oil service
around 1990. Mechanical filtration operates at temperatures
up to 600°F and employs tubular porous metal elements.
The solids collect on the inside of the elements, while the
filtrate passes through to the outside. Some filters use
porous sintered woven wire mesh metal filters and operate
at 400 – 650°F, while others employ a 2 – 5
μm
woven wire
filter element, using light cycle oil (LCO) as a backwash at
350°F and claim 85 – 95% solids removal from the feed
slurry. Use of these filters in the area of slurry fines removal,
especially in the RFCC process, has become unreliable. In
many cases, elements are completely clogged by
asphaltenes and waxes, causing the unit to become
inoperable. Upon inspection, many elements show high
evidence of erosion during turnaround or unscheduled
maintenance. In the case of replacement, over
300 elements are affected and maintenance costs are
substantial.
6
Electrostatic precipitators are routinely used to remove
catalyst fines from the FCCU stack. An electrostatic
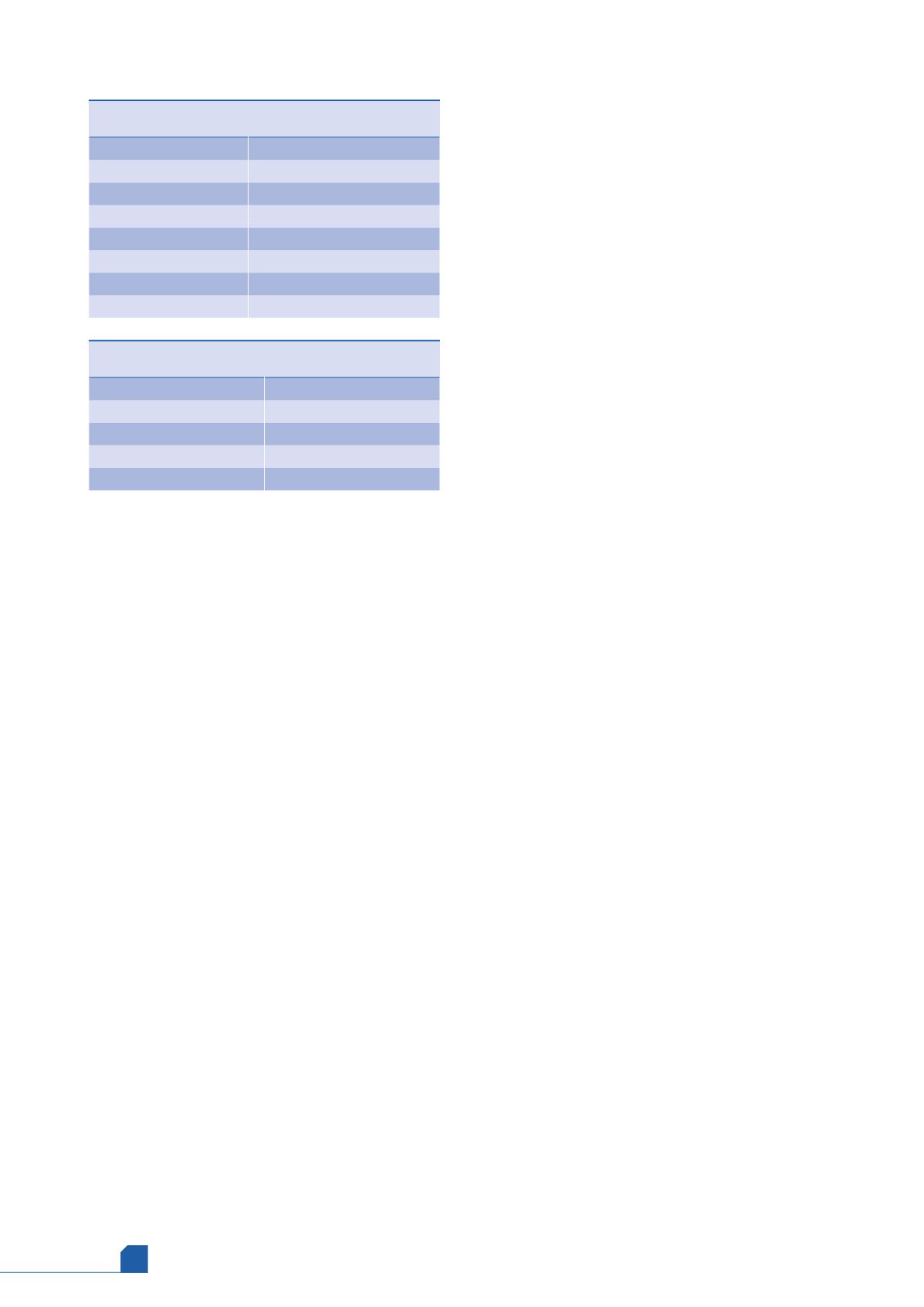
Table 1.
Typical slurry oil properties ranges from a
number of FCCs
8
Property
Range (minimum to maximum)
API gravity
-6 to + 8
Sulfur (wt%)
0.3 to 5.0
Nitrogen (wt%)
0.1 to 0.5
Nickel (ppmw)
0 to 110
Vanadium (ppmw)
5 – 200
Asphaltenes (vol.%)
0 to ~8
Solids (ppmw)
1000 – 6000
Table 2.
Particle size distribution ranges from a
variety of slurry oils
8
Particle dia.
% in range
0 – 5
30 – 60
5 – 15
30 – 55
15 – 25
2 – 12
25+
1 – 5