






 80 / 160
80 / 160

March
2017
HYDROCARBON
ENGINEERING
78
achieved faster resolution of the oil/water emulsion in
the desalter and significantly improved the brine quality,
eliminating its negative impacts on the wastewater
treatment plant.
Solving the brine quality issues allowed the refiner to
improve its crude diet flexibility and increase the
percentage of this heavy opportunity crude in its crude
slate, unlocking US$120 000/d in additional profit.
Case study 3
A refiner along the US Gulf Coast was experiencing
desalter reliability issues when processing high calcium,
high TAN South American crudes (Figure 2). The high
conductivity of these crudes
compromised the effectiveness of
the desalter’s electrical grids,
increasing the amperage draw and
reducing the voltage differential
between the grids.
As a result, the driving force
behind water and oil separation was
lost. This led to a subsequent
decrease in brine quality, which
raised the risk of upsetting the
downstream waste treatment
facilities. It also resulted in an
increase in desalted crude basic
sediment and water (BS&W) to as
much as 1.4%, which increased the
risk of downstream fouling and
corrosion.
The refiner required a processing
solution that would allow it to
process a higher volume of calcium
naphthenate crudes without
compromising desalter reliability.
Baker Hughes conducted a
system-wide survey to determine the
root cause of the problems. Based on
the findings, the service provider
recommended its contaminant
removal additive for calcium removal
and emulsion control when
processing these South American
crudes.
With the new technology applied,
the conductivity of the calcium
naphthenate crude was reduced and
the desalter amps were stabilised.
Once the desalter operation was
under control, the refiner could
process an additional 13 000 bpd of
calcium naphthenate crudes without
any drop in asset reliability or
performance. This increased
processing volume translated to a
profit gain of US$50 000/d (Figure 3).
Technology for the
future
Today's refiners face increasing market pressures,
compressed crude differentials, rising crude prices, and
product supply gluts. These drivers will only grow in the
future, compelling refiners to process higher volumes of
opportunity crudes and continue pushing refinery units far
beyond their design limits. A dynamic and flexible
contaminant removal programme offers a comprehensive
treatment solution – one tailored to solve today's
processing problems and be easily reconfigured to meet
future refinery targets and cost objectives.
Note
EXCALIBUR is a trademark of Baker Hughes Inc.
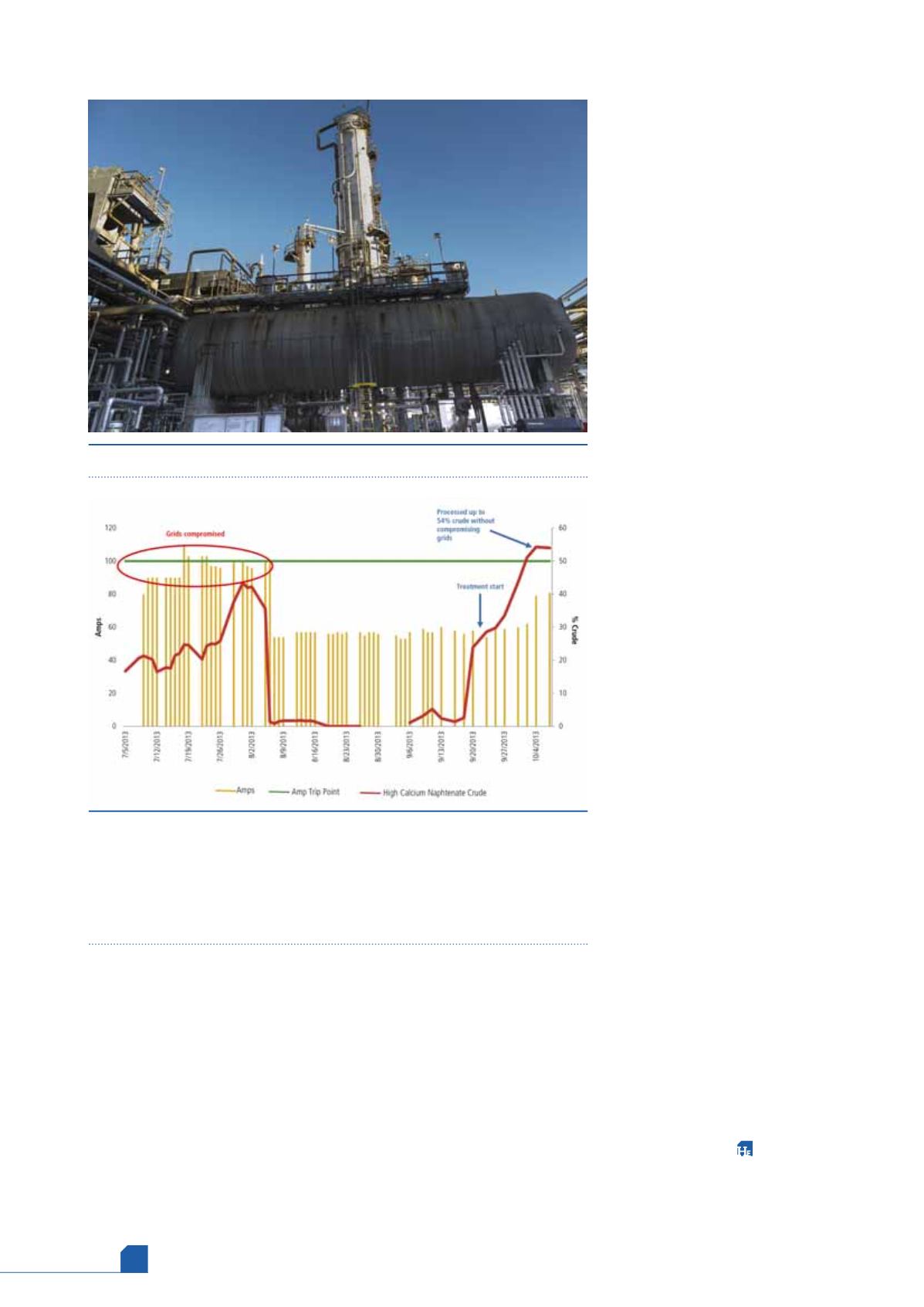
Figure 3.
Grid amperage as a function of the percentage of high calcium
naphthenate crude sent to the desalter. Prior to the EXCALIBUR treatment,
large concentrations of high calcium naphthenate crude resulted in a
significant increase in amperage, past the grid’s amp trip setting. The refiner
stopped processing this crude to maintain the amperage at reasonable
levels. After starting the programme, the refiner was able to process a crude
slate with 54% of this crude without compromising the grids.
Figure 2.
Desalter and crude tower at a US refinery.