






 74 / 160
74 / 160

March
2017
HYDROCARBON
ENGINEERING
72
a direct actual wall thickness measurement, and are
installed, maintainable and replaced without hot work or
intrusion into the process stream.
Once monitoring is capable of collecting accurate
corrosion rates, the owner-user has the ability to decide
(based on short or long-term economics) whether to limit
the amounts of opportunity crudes, apply targeted
corrosion inhibitors or metallurgical upgrades, or utilise a
combination of everything. For all of these options,
accurate assessment of the impact of these crudes in the
specific locations is the keystone to success.
Permanently installed ultrasonic
sensors
Similar to industry proven and accepted manual thickness
gauging, permanently installed UT sensors use ultrasonic
transit time to measure the wall thickness of a part
(Figure 1). However, the technique is fundamentally
different from manual thickness gauging in that the
transducers and their instrumentation are deployed
permanently or semi-permanently with automatic data
acquisition. This function addresses several of the
shortcomings of existing manually deployed solutions.
Some of the major advantages are:
Instrumentation and probes are deployed on the asset
in a permanent or semi-permanent fashion and can be
accessed remotely, reducing the cost of access over
time and eliminating the need to deploy operators to
the point of inspection. Once the instrumentation is
deployed, data can be acquired remotely via a web
portal/the internet.
Due to the fixed positions of the transducer and
instrumentation, operator-to-operator, probe-to-probe,
and instrument-to-instrument variability is eliminated.
This fixity removes significant sources of error and
allows for improved measurement resolution, precision,
and accuracy, which are particularly important for
accurate short-term, corrosion rate trending;
subsequently, asset management can be nearly real
time.
Data can be collected on a more frequent basis (more
than once a day) for automated systems. Greater data
collection frequency allows for more accurate
corrosion rate trending through statistical data analysis,
such as linear least squares regression. This technology
also has the ability to capture episodic corrosion
events caused by equipment upsets or unusual
startup/shutdown situations.
The system can be deployed with an integrated
temperature measurement device so that changes in
material acoustic velocity, due to temperature
variations, can be automatically compensated in the
measurement, thus eliminating another significant
source of measurement error.
The data is easily accessible. Wireless installed sensor
systems can use various forms of data recording,
including the plant’s wired or wireless intranet,
industrial wireless networks such as 802.15.4 (wireless
HART, ISA100 or ZigBee), and satellite or cellular
networks for remote collection points. These options
provide near real time data/asset health availability.
Another recent development is the use of cellular
radios for data acquisition and transmission. Because the
instrument is capable of connecting to and using available,
third party cellular networks, it avoids the problems and
high costs associated with mesh network, gateways and
plant IT infrastructure. This allows the deployment of even
single inspection points at low cost, without the expense
of gateway installation or IT personnel evaluation. The
instrument (Figure 2) is connected via an available cellular
network to a cloud server that runs application software
designed to communicate with the instrument, which
collects ultrasonic and/or other data associated with the
integrity of the asset being monitored. The application
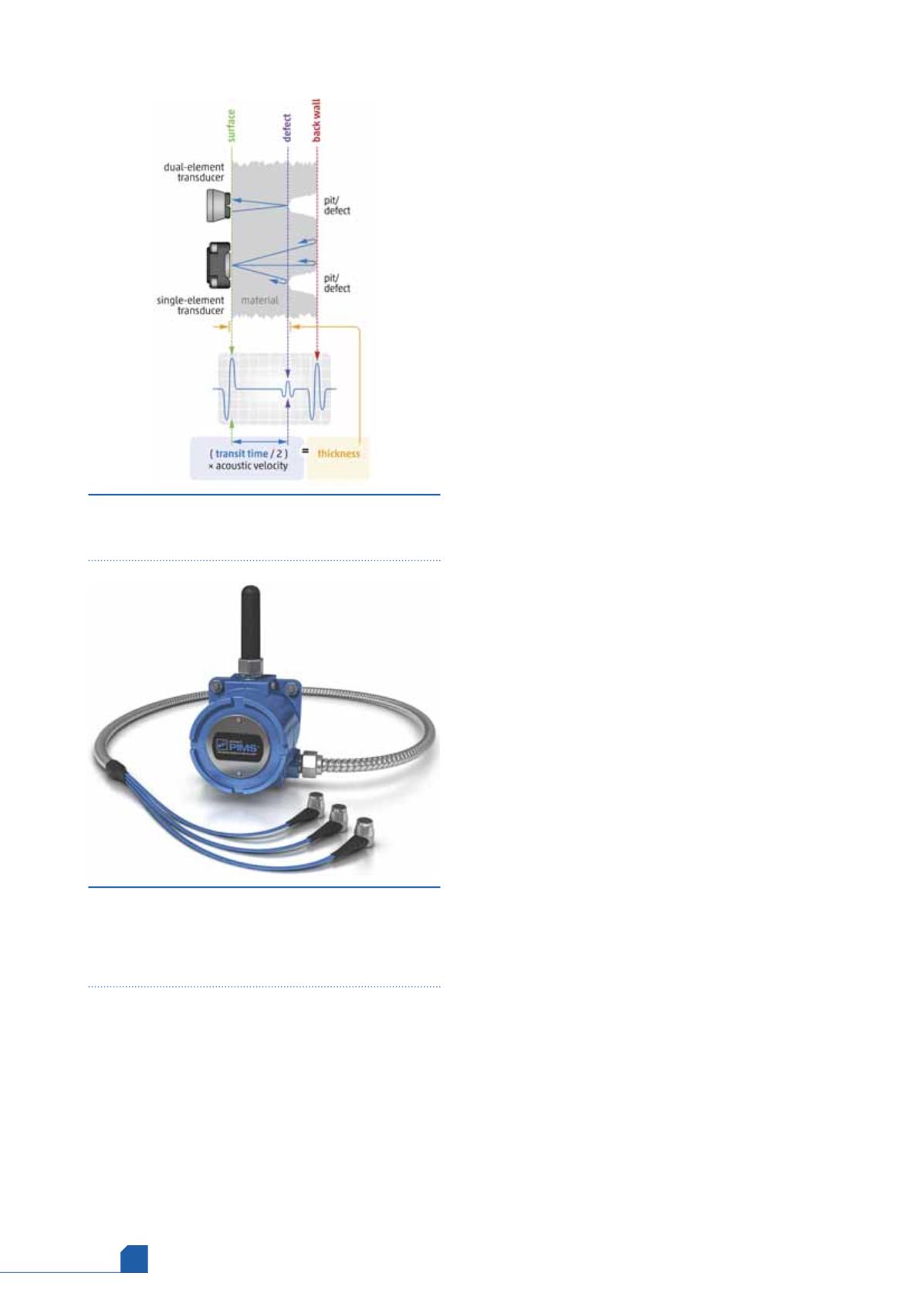
Figure 1.
The ultrasonic principle for thickness
measurement, shown with single or dual element
transducers.
Figure 2.
Installed UT sensor system shown with
three dual element transducers, temperature sensors
and cellular connectivity. This battery powered
device can support up to 16 transducers and run for
5 to 7 years.