






 44 / 160
44 / 160

March
2017
HYDROCARBON
ENGINEERING
42
The HDS reactions in this section of the reactor are
relatively catalyst independent. In the upper and
mid-section of the reactor, it is critical to lower the
nitrogen level and saturate PNAs ‘unlocking’ the
performance of the balance of the catalyst system.
Figure 1 shows that nitrogen is effectively reduced
sooner in the catalyst bed with a NiMo catalyst
compared to a CoMo catalyst. This level of nitrogen
still effectively inhibits aromatics saturation (and
hydrogen consumption), but allows direct
desulfurisation reactions to occur more effectively in
the lower section of the reactor. The arrangement of
NiMo and CoMo catalysts is highly dependent on
several factors, including feed and operating severity.
Therefore, a high level of experience is needed to
optimise catalyst designs.
Example one
The following example illustrates the benefits
achieved by a US refiner operating two identical
reactor trains in parallel, one with an all CoMo
catalyst system (DC-2635) and the other with a
‘sandwich’ system (DC-2635/DN-3636/DC-2635). This
is a medium pressure (500 – 700 psig), moderate
liquid hourly space velocity (LHSV) (0.75 – 1.25 hr
-1
)
ultra low sulfur diesel (ULSD) unit processing an
80/20 blend of straight run diesel and light cycle oil
(LCO). The relatively low hydrogen partial pressure of
the unit would often drive the general misconception
that the application of a NiMo catalyst is not
appropriate for this particular ULSD unit. In fact, the
inclusion of a layer of NiMo catalyst offers an
activity advantage, which translates to improved
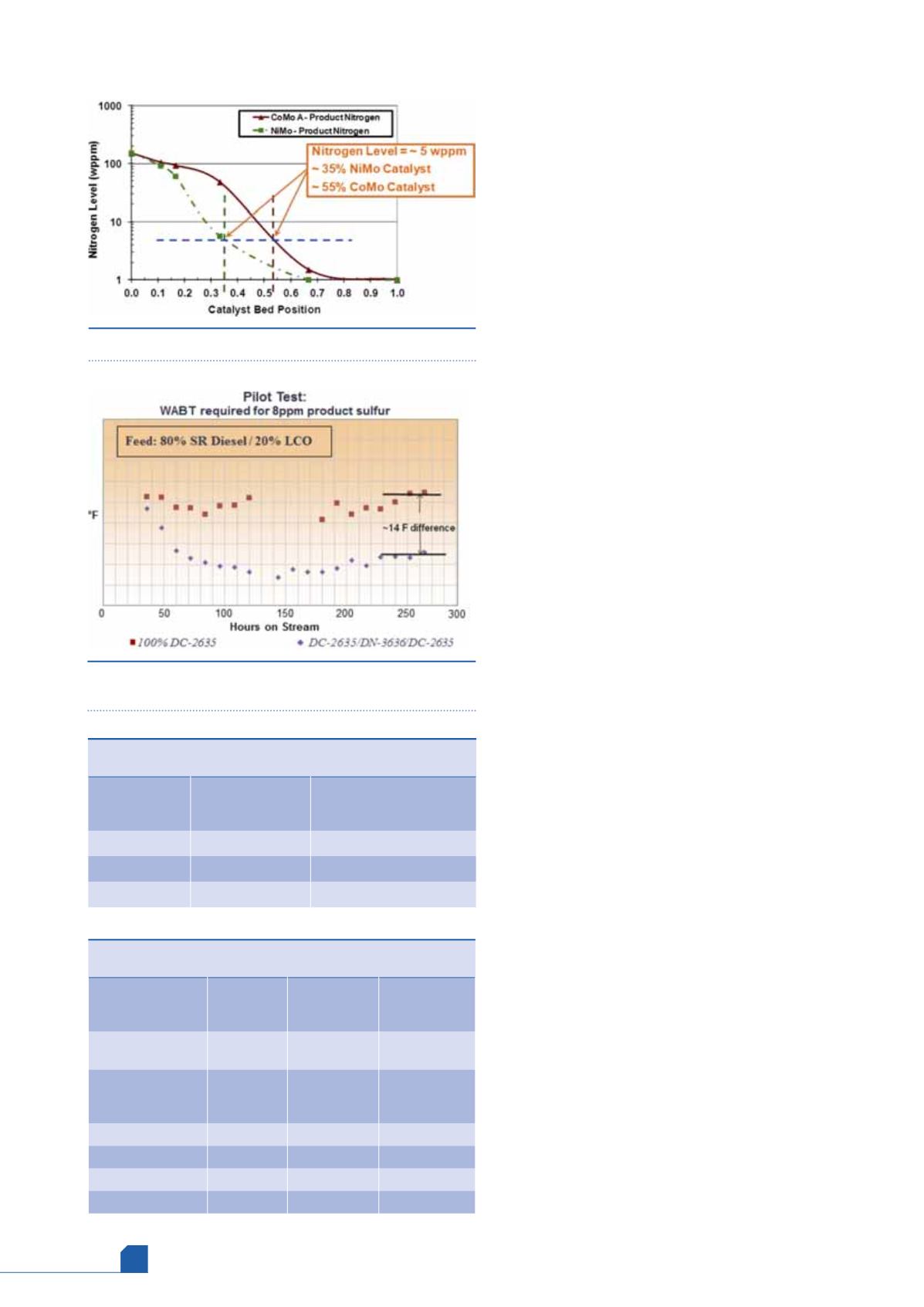
cycle life. A pilot test was conducted to confirm the
concept and quantify the benefit; the ‘sandwich’ load
was 14˚F more active than the CoMo (Figure 2).
The commercial performance (Table 1) was in line
with the pilot test with an 11˚F start of run (SOR)
weighted average bed temperature (WABT) advantage
for the ‘sandwich’ system (train B), even with higher
feed N and heavier T90. Due to the improved
activity, train B has more flexibility to target lower
product sulfur and increase feed severity as overall
refinery demands shift.
Example two
A second ULSD unit wanted to increase cycle length
from 9 to 12 months, to synchronise with reformer
regenerations and to work within strict H
2
availability limitations to maximise overall refinery
diesel yields. By upgrading the catalyst from 100%
CoMo to first generation CENTERA
TM
and then to a
second generation CENTERA sandwich system, the
site was able to meet the target cycle life while also
significantly increasing feed rate and straight run
(SR) diesel and LCO cutpoints for improved refinery
economics (Table 2). The sandwich system enabled
these improvements with only a nominal 5%
increase in H
2
consumption compared to 100%
CoMo.
Table 1.
Benefit of a sandwich system in commercial
operation
Train A (CoMo
DC-2635)
Train B (Sandwich
DC-2635/DN-3636/
DC-2635)
Feed nitrogen
Base
+ 70%
Feed T90 (˚F)
Base
+ 8˚F
nWABT HDS (˚F)
Base
- 11˚F
Figure 1.
Nitrogen removal profile.
Figure 2.
Pilot test results showing the benefit of a
sandwich load.
Table 2.
Performance of second generation sandwich
system
Previous
generation
100% CoMo
First
generation
sandwich
Second
generation
sandwich
WABT for 8 ppm
sulfur (˚F)
Base
Base – 4
Base – 14
Hydrogen
consumption
(ft
3
/bbl)
Base
+ 1%
+ 6%
Feed rate (bpd)
Base
+ 12%
+ 35%
LCO T90 (˚F)
Base
+ 30
+ 45
SR diesel T90 (˚F)
Base
+ 28
+ 30
Cycle life (months)
9
14
14 +