






 48 / 160
48 / 160

March
2017
HYDROCARBON
ENGINEERING
46
with smaller size grading, increasing grading depth and
adding additional size layers), which have greatly reduced
the rate of dP increase (Figure 5).
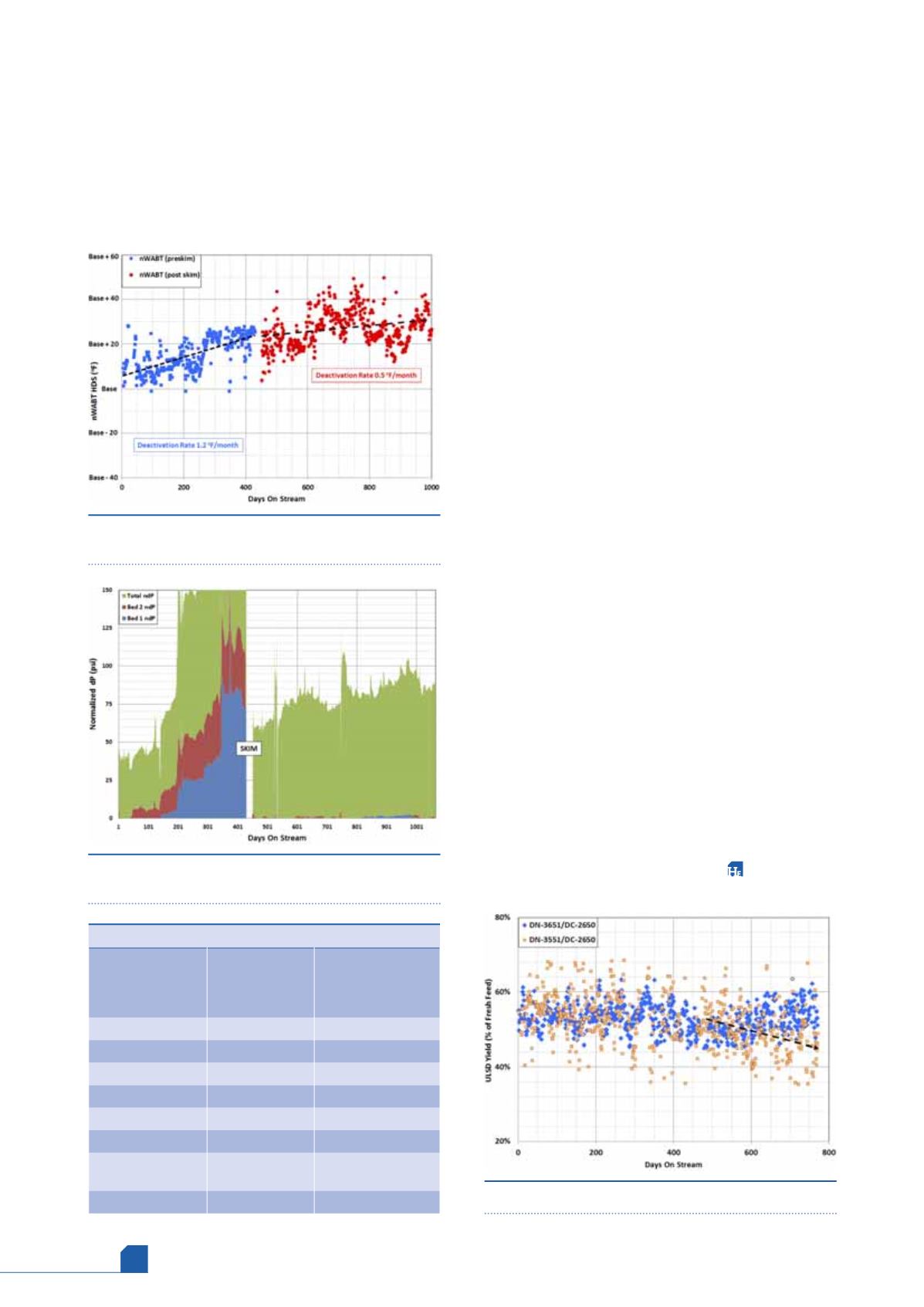
Example three
Another FCCPT unit that processes 100% cracked stock had
an improved diesel yield after switching to a NiMo/CoMo
stack of CENTERA DN-3651 and DC-2650. This unit has
historically experienced a steady decline of ULSD yield in
the last 6 – 12 months of the cycle. The higher activity and
stability of the system enabled a 10˚F increase in diesel T95,
while also providing higher H
2
consumption and thus
increased volume swell. In addition, the diesel yield was
maintained above 50% for the entire cycle (Table 5). The
combination of higher feed rate and increased diesel yield
had a significant impact on refinery distillate production
and margin. The enhanced stability of the catalyst meant
that the unit was able to process more difficult feed (higher
nitrogen, increased LCO, lower API) while maintaining yield
stability throughout the cycle (Figure 6).
In addition to FCC feed quality, use of stacked catalyst
systems also improves unit stability and cycle longevity. The
application of high performance catalysts offers expanded
catalyst life cycles by reducing operating temperatures
required to meet product specifications at the start of run as
well as reducing the rate of deactivation as the cycle
progresses. In general, hydroprocessing catalysts suffer from
deactivation due to two primary mechanisms; poisoning of
active sites due to feed contaminants such as metals, and
the formation of coke on the surface of the catalyst
inhibiting access to the active sites. Criterion’s FCCPT
portfolio includes performance guard products to protect
from poisons, as well as substrate geometry and pore
structure to enable high tolerance to feed poisons
permitting maximum available active volume.
Conclusion
Customised stacking solutions are bringing refiners
additional value globally. These catalyst technologies,
combined with stacking solutions, results in long-term
catalyst system stability. The application of specific catalyst
layers throughout the reactor permits the use of the ideal
catalyst in targeted temperature zones, which not only
unlocks additional performance but reduces the
deactivation potential of each of these regions that are
susceptible to aromatics equilibrium limitations and the
formation of coke. This is the synergistic advantage of
adding non-capital intense solutions to create added value
with what a refinery already has in place.
Figure 6.
ULSD yield stability improvement.
Figure 4.
High stability with CENTERA stack of
DN-3651 and DC-2650.
Figure 5.
Step change in dP growth before and after
skim.
Table 5.
Comparison of feed conditions
ASCENT
DN-3551/
CENTERA
DC-2650
CENTERA
DN-3651/ DC-2650
Feed rate
Base
+ 4%
LCO rate
Base
+ 37%
Feed API
Base
- 1.0
Feed sulfur
Base
Base
Feed nitrogen
Base
+ 9%
H
2
consumption
Base
+ 11%
Diesel yield, LV%
of feed
47%
52%
Diesel T95
Base
+ 10 ˚F