






 62 / 160
62 / 160

March
2017
HYDROCARBON
ENGINEERING
60
Step 2: simultaneous conversion of DME
and butanes to light olefins over a fixed-bed
catalyst
In the second step, DME and butanes are reacted
simultaneously to form light olefins such as ethylene,
propylene, butylene, and mixtures thereof, over promoted
solid-acid catalysts. The conversion of DME to olefins is
an exothermic reaction (
Δ
H = - 55 kJ/mole) while the
dehydrogenation of butanes to olefins is an endothermic
reaction (
Δ
H = 120 kJ/mole). Coupling the two reactions
simultaneously, by reacting two moles of DME per mole
of isobutane in the ideal case scenario, allows one to
design a simple, thermo-neutral process (Figure 2). This
allows for a simpler reactor design, and increases butane
reactivity.
Step 3: alkylating the resulting light olefins
with isobutane
Using a technology currently being commercialised, the
Exelus technology uses an environmentally benign precious
metal free proprietary solid-acid catalyst called ExSact-E.
This catalyst facilitates the reaction of isobutane with a
variety of light olefins, including ethylene, which cannot be
alkylated with traditional refinery alkylation technologies
that utilise liquid acids. Additionally, the Exelus alkylation
technology employs two adiabatic fixed bed reactors and
provides higher yields and octanes than can be achieved
utilising the conventional liquid acid alkylation processes.
The main advantages of the Exelus process over
conventional MTG processes are as follows:
Adiabatic operation: the exothermic heat of reaction
for the DME to olefins reaction is exactly matched by
the endothermic heat of reaction for isobutane to
olefins.
Alkylate contains no aromatics and, hence, no durene.
The octane number for the alkylate is significantly
higher than the MTG process (MON +8 points).
By co-reacting cheap mixed butanes with a more
expensive methanol feed, the overall raw material
costs are cut by nearly half.
Converting butanes and oxygenates to
olefins
Exelus has developed a unique engineered catalyst capable
of generating light olefins simultaneously from both
isobutane and DME. The catalyst has been designed with
carefully chosen pore structure and acid site density and
distribution to optimise olefin production while minimising
paraffin or aromatics production.
The catalyst performance is shown in Figure 3. DME
conversion remained constant at 100% for over 24 hours
while the light olefin selectivity (ethylene, propylene and
butenes) remained >75 wt%.
Production of alkylate using solid-acid
catalyst
In the final step, olefins produced from DME/butanes are
then reacted with isobutane to produce high octane
alkylate. One challenge with olefins produced via the
DME/butanes reaction is ethylene. The reactivity of
ethylene is considerably different from that of butenes
typically used for refinery alkylation. In conventional
hydrofluoric acid (HF) or H
2
SO
4
alkylation processes,
ethylene forms stable ethyl ethers, rather than the
desired isoparaffins. Using the standard ExSact catalyst,
ethylene would alkylate to form isohexane. To improve
alkylate octane when processing feedstocks containing
ethylene, Exelus has developed an innovative
bi-functional catalyst, ExSact-E, in which ethylene is first
dimerised to butenes. The highly reactive butenes are
then converted to alkylate in the presence of isobutane.
This approach has the advantage of producing an
isooctane molecule with good properties rather than
isohexane molecules. Performance of this catalyst is
shown in Figure 4.
Product quality
The product of the M2Alk process is mainly high octane
isoparaffins with low vapour pressure, low aromatics, as
well as very low sulfur content. Starting in 2017, the
EPA Tier 3 rule will set new vehicle emissions standards and
lower the sulfur content of gasoline from 30 ppm to
10 ppm. This will present new octane and sulfur challenges
to many refineries. The catalyst adsorbs sulfur molecules,
thereby producing an alkylate product with below 1 ppm
sulfur species – allowing refiners that are short on olefins a
viable route to meet Tier 3 specifications in a cost effective
manner. Table 1 compares the product quality from the
M2Alk process with a conventional MTG process.
Table 1.
Comparison of the MTG vs the Exelus
M2Alk product quality
Product quality MTG process
1
Exelus M2Alk
RON
92
93
MON
82
90
RVP (psi)
12.3
3.82
Density (kg/l)
0.73
0.7
Sulfur (ppm)
nd
<1
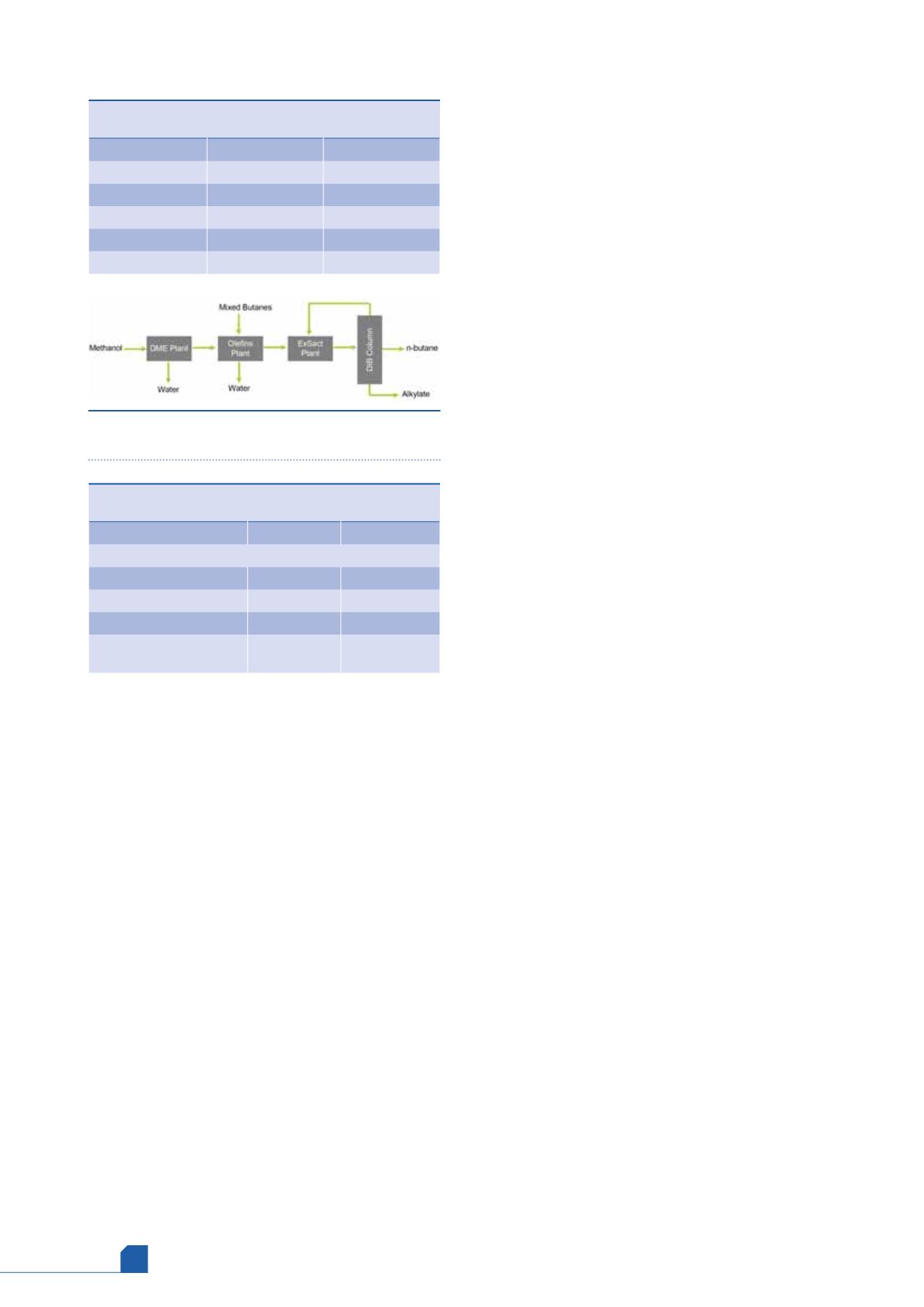
Figure 5.
Block flow diagram of the methanol/butanes
to alkylate process.
Table 2.
Techno-economic comparison of the MTG
and Exelus M2Alk process
Parameter
MTG
1
Exelus M2Alk
Raw material costs
Methanol (US$400/t)
US$2.80
US$0.67
Butanes (US$250/t)
US$0.55
Total (US$/gal.)
US$2.80
US$1.22
Capital expenses (for
15 000 bpd plant)
US$1 billion US$200 million