





 92 / 100
92 / 100

mass produced using traditional milling processes, which
means high costs and long lead times for end-users when
replacements are needed.
In 2016, Siemens set out to solve this problem using
additive manufacturing (AM) to commercially produce
turbocompressor impellers. In October 2019, extensive quality
and stress testing were completed. The first AM units are now
ready for distribution to the market. They are designed to
improve rotor dynamics, reduce weight and product waste,
and shorten lead times from months to weeks.
Impeller manufacturing challenges
Manufacturing compressor impellers is a complex task that
often requires original equipment manufacturers (OEM) to
satisfy a multitude of competing design requirements.
First and foremost, the impeller must be able to deliver
acceptable distributions of relative velocity on the blades’
driving and trailing surfaces to prevent flow separation,
which can negatively impact performance. Secondly, after
aerodynamic characteristics have been specified, the impeller
must be evaluated to ensure that it can safely withstand
the mechanical and thermal stresses it will be subjected
to throughout its useful life. Finally, the impeller must be
designed in such a way that it can be reproduced accurately
using an automated manufacturing process.
Many large impellers today are fabricated via milling;
however, for smaller impeller wheels, conventional milling
techniques often impart too much impact on the material,
increasing the likelihood of creating structural weaknesses.
Additionally, for many high-performance and mission-critical
applications where extreme manufacturing precision is
required, the use of milling processes can result in minuscule
defects on blade surfaces, leading to separation of flow and
higher losses.
A popular alternative to milling smaller impeller wheels
has been an electrical discharge machining (EDM) process
known as erosion. Erosion is a non-contacting method that
enables machinists to achieve extremely close tolerances and
intricate contours that would otherwise not be possible with
conventional cutting processes. The primary disadvantage of
EDM, however, is that it is highly cost prohibitive. Like milling,
EDM also results in long lead times – typically to the tune of
months.
Overcoming conventional techniques
In recent years, an increasing number of companies have
begun leveraging AM processes to overcome the challenges of
conventional manufacturing techniques.
Siemens started investing in AM in 2009 to produce
critical components for gas turbines. In 2013, the company
installed the first 3D-printed burner tips and burner swirls
in gas turbines. Then in 2017, the first hot gas path blades
were successfully printed and tested. Around the same time,
3D-printed burner heads were also installed for commercial
operation. Another development came in 2018 when an
additively manufactured sealing ring was installed on a steam
turbine in commercial operation.
Siemens is now applying its knowledge of 3D printing
to commercially produce closed radial impeller wheels for
turbocompressors using an AM process based on powder bed
fusion (PBF) – also known as selective laser melting (SLM),
direct metal laser sintering, or electron beam melting.
With PBF, a 3D computer-aided design (CAD) file is sliced
into 2D elements corresponding to laser scan vector data
for each layer. A layer of metal powder with a specified
thickness is then applied over the forming platform. The
powder is melted selectively by a laser to produce the desired
component in layers. Any powder that is not melted by the
laser is brushed away from the part and collected for reuse.
In recent months, Siemens has optimised this
manufacturing process to improve the physical characteristics
of additively manufactured radial impeller wheels, such as the
surface quality of the blades. The blade channel of the first
AM impeller wheel has a so-called ‘stepping effect.’ These
steps are surface defects that lead to the creation of flow
turbulence that can reduce compressor efficiency.
Siemens has qualified a continuous process chain to
ensure the fulfillment of all quality requirements, including
an extensive non-destructive and destructive test programme
to validate the mechanical integrity of radial impeller wheels.
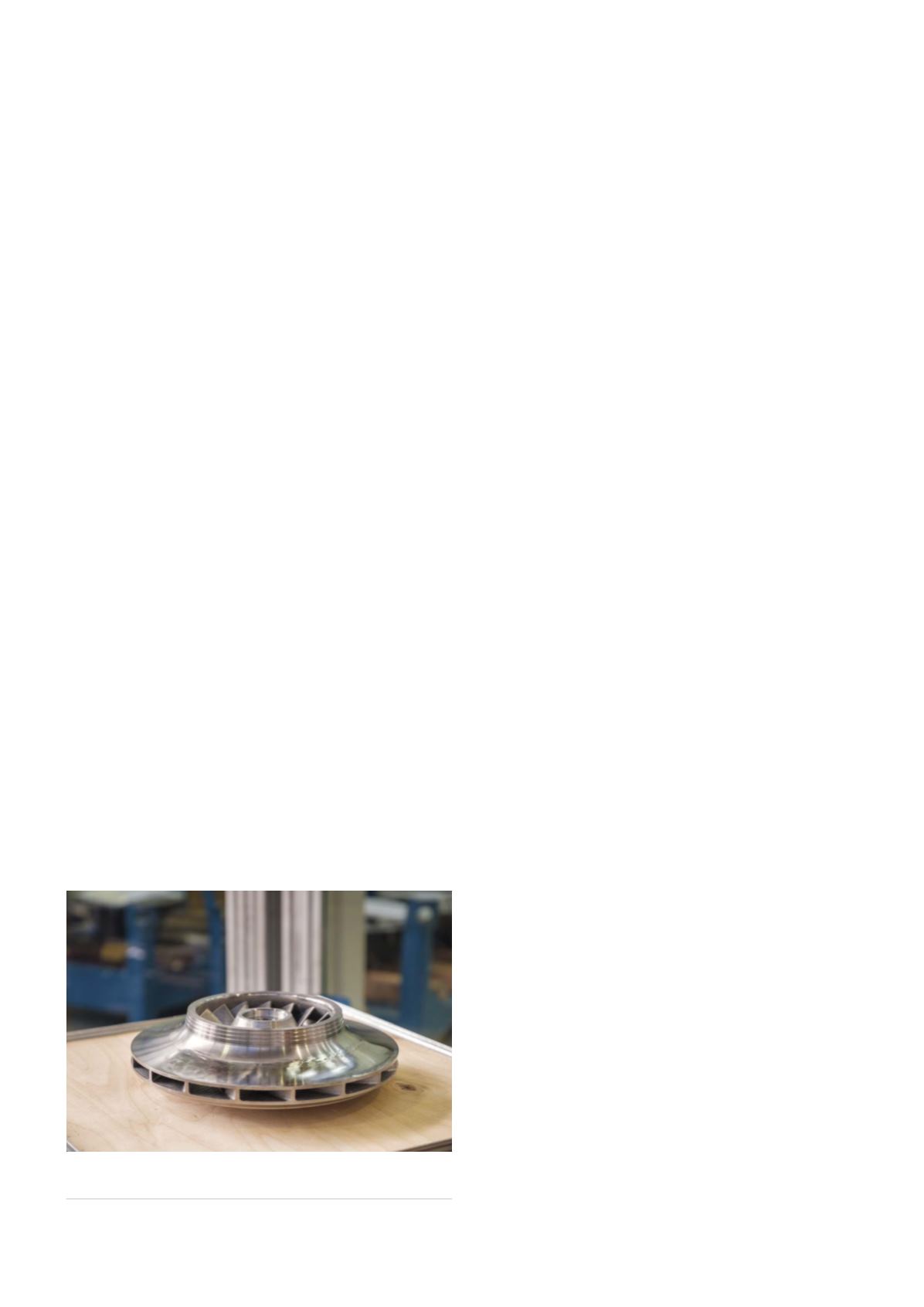
Figure 1 shows a 3D-printed impeller after a successful
overspeed test without any indication.
The company has also improved the manufacturing
process itself by proving that in a single printing run, three
separate impeller wheels can be produced by stacking one
above the other. This method can increase the efficiency of
impeller production because preparations, such as warming up
the printer, are undertaken once – instead of three separate
times.
In addition to the wheel itself, covers for the impeller
mounting screws (i.e. hub caps) can be manufactured using
AM. Traditionally, hub caps have been fabricated by turning
out cylinders, but the process typically results in as much as
95% of the metal being chipped away and discarded as waste.
With AM, the caps can now be produced with virtually zero
waste.
A design study showed that another benefit of AM could
be a reduction in the overall weight of the impeller by as
90
World Pipelines
/
MARCH 2020
Figure 1.
Additively manufactured radial impeller after overspeed
test.