





 70 / 100
70 / 100

This allows additional performance, verification of system
performance prior to the inspection, and comparison of
the tool performance historic results.
Results
The inspection of the pipeline, covering a total length
of 112 m, was completed successfully in approximately
1.4 hours. The average velocity during the inspection was
96 m/h.
A total of 226 anomalies were reported, of which 216
were classified as lamination. The remaining 10 anomalies
are related to metal loss. All metal loss anomalies have
been further analysed, with Psafe and emergency repair
factor (ERF) calculated based on ASME B31G.
The results (POD and sizing accuracy) from the
validation piece inspection reflect the tool performance
characteristics as described.
Large diameter phased array tool
In previous inspections, labour-intensive preparations
were required to tune the system to the specific product
properties, which were not always known beforehand.
This resulted in significant project complexity and cost,
related to cleaning, drying, water supply, water treatment,
etc. Due to the improved and flexible acoustic design of
the phased array tool, this is no longer required, because
the acoustic properties of the tool can be calibrated and
tuned to the specifics of the product in the pipe on-site.
)
For any pipeline of 20 in. and above, the system can be
integrated in a single bidi body, similar to a cleaning
pig.
)
The system can be deployed as a bi-directional tool:
a single access point can be used for deployment and
retrieval.
)
The small sensor head makes it possible to cope with
tight bends, tees, reductions, etc.
)
A simple, small pig launcher can be used.
)
Phased array technology increases flexibility across a
multitude of products and product types (heavy and
light crude, diesel, naphtha, etc.).
)
Optional availability of optical fibre for data
communication during the inspection run; the data
can be reviewed for position information and quality
assurance, and inspection parameters can be fine-
tuned.
)
Inspection in product is a significant time and cost-
saver for the out-of-service period of the pipeline.
)
The tethered data collection allows for instant
feedback on the inspection quality, which allows for
swift insight into the success of an inspection run.
)
Intero LDUT makes it economically feasible to pig
short and difficult-to-pig pipelines.
)
No water usage, less cleaning, waste water (treatment),
etc.
Despite the fact that the inspection was executed
in crude oil, the inspection performance on the
validation spools was improved, compared to historic
verification runs with a conventional tool in water.
Conclusion
A large diameter inspection tool has been developed
based on the internal rotating mirror principle that
allows the pipe to be investigated 360˚, enabling the
establishment of both the measuring grid and beam
profile according to the inspection requirements.
The tool is designed to provide robustness,
flexibility (short radius bends, offtakes) and versatility
(product independency: any fluid). With bi-directional
capabilities in a cleaning-pig form factor, it can be
deployed in a cost-effective manner for short and
difficult-to-pig pipelines.
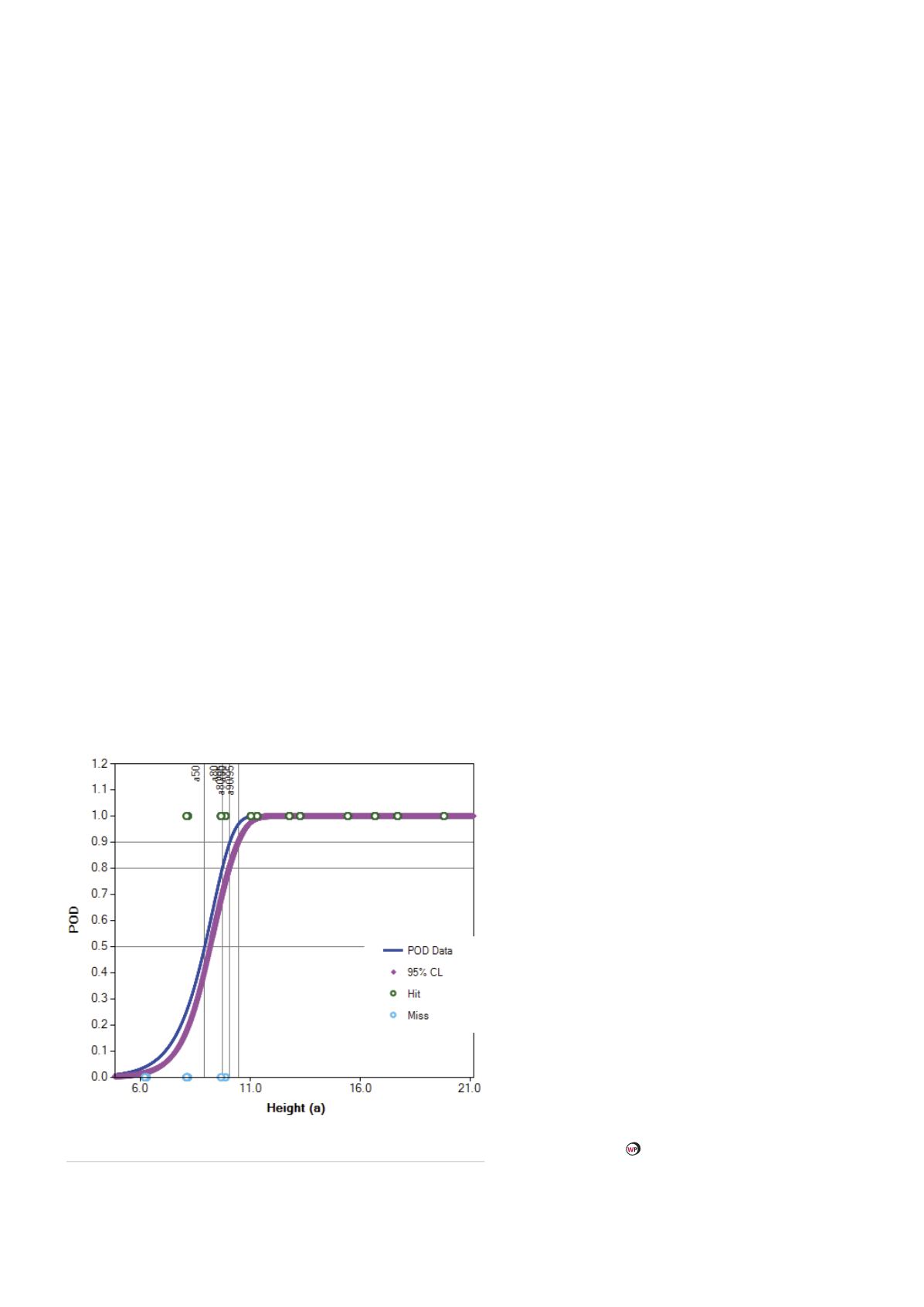
The probability of detection and sizing accuracy
has been validated, both by simulations and pull-tests.
This has been confirmed on a real-life project.
All metal losses, represented by FBHs, were
detected in all the runs. The a90/95 is established at
10.5 mm for HBHs.
Figure 5.
Probability of detection curve for HBHs.
68
World Pipelines
/
MARCH 2020