






 56 / 160
56 / 160

March
2017
HYDROCARBON
ENGINEERING
54
maximum propylene through high severity operations
leading to propylene yields of up to 18 – 20 wt%. Such a
revamp will typically cost a refiner US$150 – 200 million.
Steam crackers, which originally processed naphtha
feedstocks and have subsequently transitioned to lower cost
ethane, will find much of their operating equipment under
utilised. Such operations find their propane/propylene
and butane/butylene distillation columns operating at
significantly lower rates. Additionally, the aromatic handling
equipment will typically be idled.
Finally, there exists a growing realisation among many of
today’s leading polypropylene producers that the assured
supply of propylene is now at risk. Many of these companies
are seeking opportunity to back integrate their operations
through the building of on-purpose propylene technologies
such as PDH. However, there exists a significant barrier to
entry in the form of a typical capital cost of approximately
US$600 million to build a PDH unit.
This article presents the advantages of utilising a new
technology developed by InovaCat, GASOLFIN
(gasoline-to-olefins), in each of these cases. The technology
can convert low naphthas into maximum propylene and
benzene, toluene and xylenes (BTX).
Yields
The technology’s catalyst provides different yield patterns
depending upon the chosen feedstock. The unit can
efficiently convert gasoline boiling range hydrocarbons,
whether they are olefins, paraffins or naphthenes.
These feedstocks are generally sourced from straight run
naphtha, FCCs, gasoline from hydrocrackers or delayed
cokers. Straight run naphtha is typically not used as a
blending component for gasoline due to poor octane values,
neither is delayed coker naphtha considered for this due to
its high concentrations of sulfur, nitrogen and di-olefins.
Delayed coker naphtha may be processed in a GASOLFIN
unit without the necessity of prior hydrotreating for the
removal of these typical catalyst poisons.
A refiner wishing to increase propylene capacity
generally has two options. The first will be to use a
co-catalyst in its FCC unit known as ZSM-5 additive, which
has the ability to maximise propylene and butylene yields.
This additive selectively cracks gasoline boiling range olefins
within the FCC unit into light olefins at the expense of FCC
naphtha production. Its additions may approach 20% of the
fresh catalyst addition rate in some cases, leading to an
increased operating expense of approximately US$4 million
annually for a moderate sized refiner with a 10 tpd catalyst
addition rate. Refiners may increase propylene yields from
4 to 6 wt%, up to a maximum of approximately 12 wt%, using
propylene selective additives. This assumes that these
refiners possess sufficient light gas handling capacity.
Such an increase in propylene yield is rarely possible for
the typical refiner. Most refiners operate their units at 95% or
greater capacity for maximum profitability. These refiners
rarely possess the light ends handling capacity to enable
such an increase in propylene yield. A significant investment
is often required to increase this capacity, which is generally
accomplished through upgrading the wet gas compressor
plus increasing the distillation capacity of the FCC product
recovery section. Even minor capacity increases will
generally cost US$25 million or more.
An additional option will be the installation of a second
riser for cracking light FCC naphtha while injecting significant
levels of ZSM-5 or the complete retrofit to a high severity
operation such as the deep catalytic cracker (DCC). Both of
these options are expensive for the refiner.
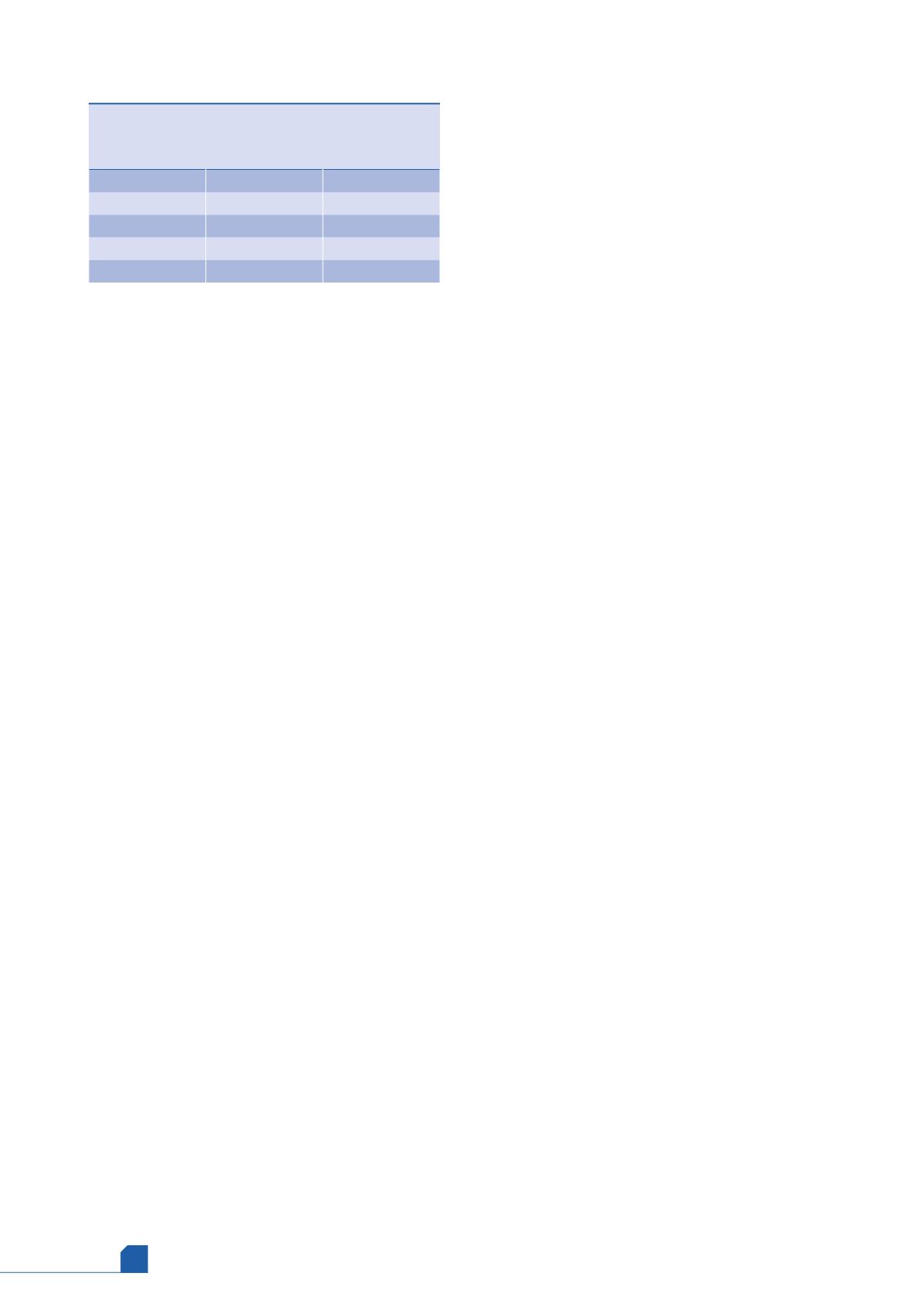
The GASOLFIN unit can convert FCC or delayed coker
naphthas at a reduced cost compared to retrofits. Table 1
provides the yield pattern for a typical full range FCC
naphtha. The unit will enable the FCC operator to operate its
FCC unit for maximum naphtha yield followed by conversion
of a portion of the naphtha yield directly into propylene
according to market demands.
The catalysts currently employed in FCC units are most
efficient at producing gasoline. A refiner equipped with the
new unit can operate its FCC units in an efficient mode, with
maximum throughput and gasoline, followed by post
conversion of FCC naphtha in the unit.
The unit can also convert very low valued light straight
run (LSR) naphthas into light olefins. The yield for a typical
LSR is also shown in Table 1. Typical LSR naphthas contain a
high percentage of normal pentane and isopentane. Normal
pentane is a poor gasoline blend stock due to the very low
octane value of 65.0 research octane number (RON). Both
normal and isopentane possess high vapour pressures, which
are often a limitation in gasoline blending operations. Direct
conversion of these pentanes into light olefins represents a
significant economic benefit to the modern high conversion
refinery.
The GASOLFIN operation may be optimised for high
aromatic yields or designed as an aromatic process. Aromatic
yields for typical FCC naphthas are approximately 20 wt%,
while the unit can produce up to 70 wt% aromatics. The BTX
yields will consist up to 65 wt% BTX with a substantial
fraction of mixed.
The process
Several technologies, such as PDH, have utilised either
chromium oxide or precious metal-based dehydrogenation
catalysts to extract hydrogen to produce propylene. While
these technologies have been commercially proven, they
present several disadvantages, which include challenging
catalyst handling during the process and complex
regeneration procedures. The metathesis processes utilise
metal ligand-based catalysts for combining ethylene and
butylene to form propylene. The primary disadvantages of
these processes are their complexity and very high capital
and operating costs.
Table 1.
GASOLFIN yields when using FCC
gasoline or light straight run naphtha as
feedstock; yields (wt%) are based on pilot plant
data and SimSci Pro-II modelling
FCC gasoline
LSR naphtha
Ethylene
6
8
Propylene
28
42
Butylenes
14
23
Aromatics
42
4