






 89 / 160
89 / 160

March
2017
HYDROCARBON
ENGINEERING
87
contributes to corrosion, and is relatively high in oxygen
content. There are many uses for the higher alcohols and
hydrocarbon products derived from ethanol, including
biojet fuel and potential gasoline components, which are
more favourable than ethanol itself.
In the oligomerisation work, a proprietary catalyst had
shown good conversion and promising selectivity. After
laboratory development, a sizeable amount of product
was required for testing. The catalyst was ultrasensitive to
poisons, such as metals and sulfur, thus requiring
feedstock pretreatment. Associated water production
during synthesis required a three phase separation step
that is not present in a hydrogenation pilot plant for
petroleum hydrocarbons. Accordingly, SwRI’s alternative
fuels centre 8 l pilot plant was adapted to separate the
three reactor beds to allow different conditions for
hydrodemetalisation, sulfur removal by a sorbent, and
oligomerisation in the main reactor. Other modifications
were required for online sampling and for water removal.
The extensive modifications required a new hazard
and operability study (HAZOP) review, as it regarded the
different hazard profile of ethanol in large quantities and
the extensive revised flow diagram. Receiving neat
ethanol without denaturant required upgrading the
federal license to possess and dispense ethanol. Sampling
and maintenance (mostly line breaking) necessitated
improved procedures for the unit.
While the processing itself went well, the sampling
and analyses for assessing selectivity of the catalyst were
challenging. The oxygenates among the products had
dissimilar affinities for the sample lines normally used for
hydrocarbons, requiring fluorcarbon sample lines to be
heated enough to prevent condensation, or adherence of
the potential analytes of the highest molecular weights.
Three phase separation was achieved by raising the
level in the usual gas-oil separator following the synthesis
reactor. This ensured that the organic product went
forward to the distillation column while produced water
was periodically released to collection manually.
Maintaining the level in the separator seemed a challenge
at first and resulted in valve stem replacement. The
corrosive nature of some products may have contributed
to the erosion of the control surfaces.
Continuous production of biodiesel
fuel
Producing esters for blending into diesel fuel has become
widespread, mostly in batch operations employing methyl
alcohol solutions with a strong base in order to allow the
methyl groups to produce the esters and catalyse the
reaction. Starting with whole crop oils and restaurant waste
oil, glycerol is produced in the aqueous layer that may be
recovered as wet glycerol in addition to the primary ester
product in the organic layer. While this conversion now
consumes mostly food crop oils, many other oil crops,
including those that grow on arid land, are suitable for
making biodiesel. The aqueous waste remains a problem for
disposal, often eliminated by deep-well injection as an
added expense that can be ripe for abuse by improper
disposal.
An improvement to the batch technology used a
proprietary catalyst developed at SwRI, which
immobilised on the catalyst surface the basic function
that is normally provided by soluble hydroxide. The
catalyst allowed the esterification to be conducted in a
continuous flow reactor with high selectivity for the
methyl ester of the fatty acids that made up the
feedstocks that were tested, including ones from plant
and animal sources.
During a baseline test in which excess methanol was
being used, unexpectedly, no glycerol was detected in the
product. Instead, a variety of oxygenates were produced,
the most abundant of which were commodity chemicals.
This is a fortunate feature of the continuous process, as
the proliferation of the batch biodiesel production
drastically lowered the market value of wet glycerol.
Conclusion
The three elements of processing biofeedstocks
presented in this article have all possessed an element of
the unexpected. Process modelling has become so reliable
that many results for whole plant performance and
economics have been accepted, without customary
validation at the semiworks scale or even the pilot-scale.
Business models have previously not budgeted for
intermediate-scale testing before taking the first step
towards commercialisation.
Not only is pilot-scale testing a form of insurance
against pitfalls during commercialisation, it is an
opportunity for further discovery of the peculiarities of
a technology and for process enhancement, giving future
added value. Pilot testing avoids the miscalculation of
rates and physical parameters, tests assumptions,
validates models, and reveals unexpected phenomena.
For cases in which a process guarantee is offered by a
process licensor, independent pilot-scale testing can
avoid costly delays while the technology originator
attempts to rectify erroneous estimates of process
operating variables. Pilot processing and its associated
costs may be regarded as a form of insurance against the
unknown, at worst, and an investment in process
improvement in any case.
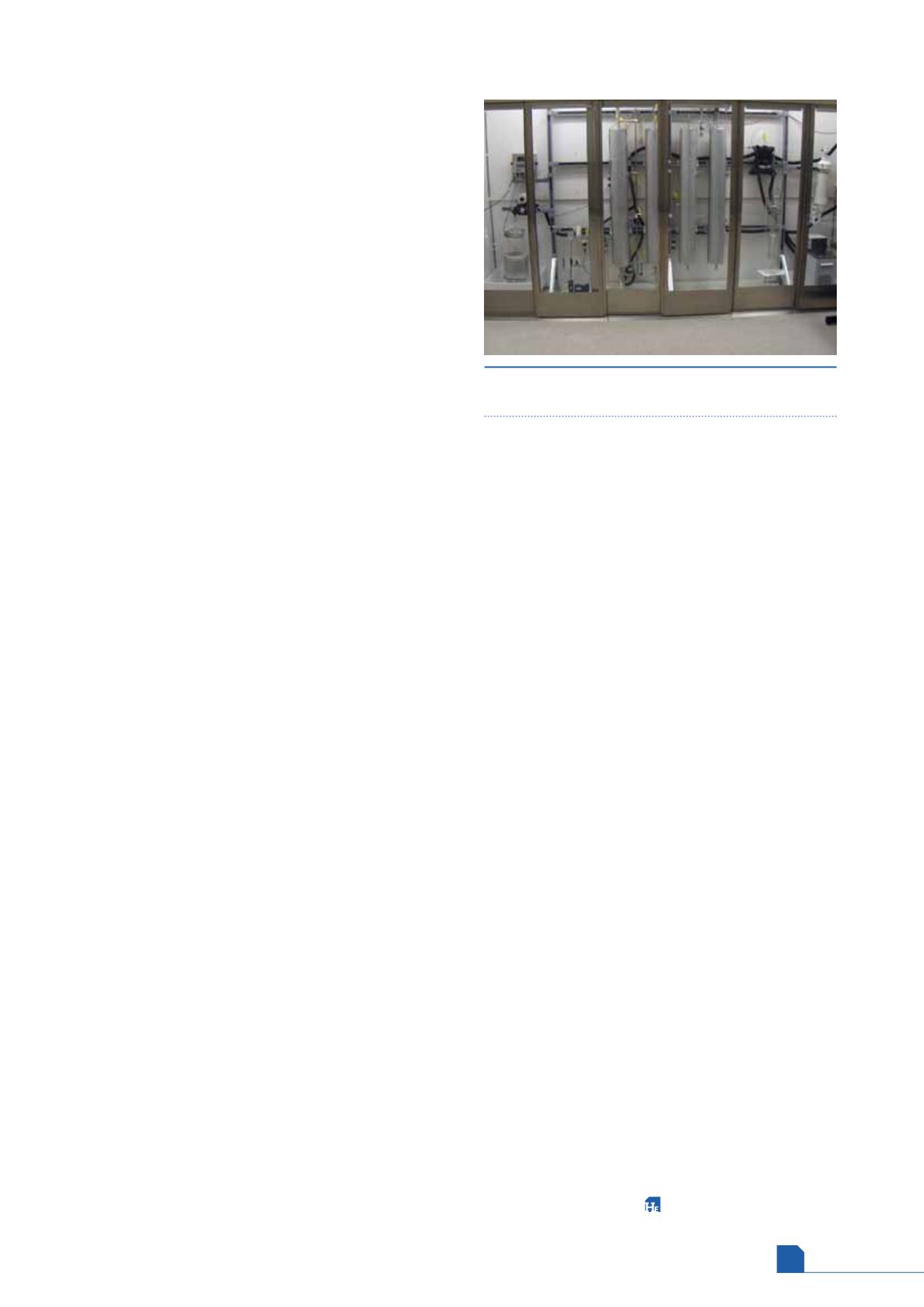
Figure 3.
The laboratory scale pilot plant for
biodiesel production.