






 126 / 160
126 / 160

March
2017
HYDROCARBON
ENGINEERING
124
The standard differs between conventional
domed rupture discs (forward acting rupture discs),
reverse domed (reverse acting) rupture discs and flat
rupture discs. A rupture disc safety device consists
of a rupture disc and, in the majority of cases, a
rupture disc holder, depending on the rupture disc
type. Due to the wide variety of types, different
assemblies are possible, e.g. safety devices with a
replaceable rupture disc or a welded design with a
non-replaceable disc.
1 - 5
Requirements
Different requirements are considered when
producing a rupture disc. A meaningful solution to
protect the process against overpressure has to be
developed depending on the different types of
rupture discs as well as the customer requirements.
A typical design for a pressure above 200 barg is a
forward acting rupture disc. Two key factors have to
be considered with respect to rupture disc
configuration: burst pressure and burst temperature.
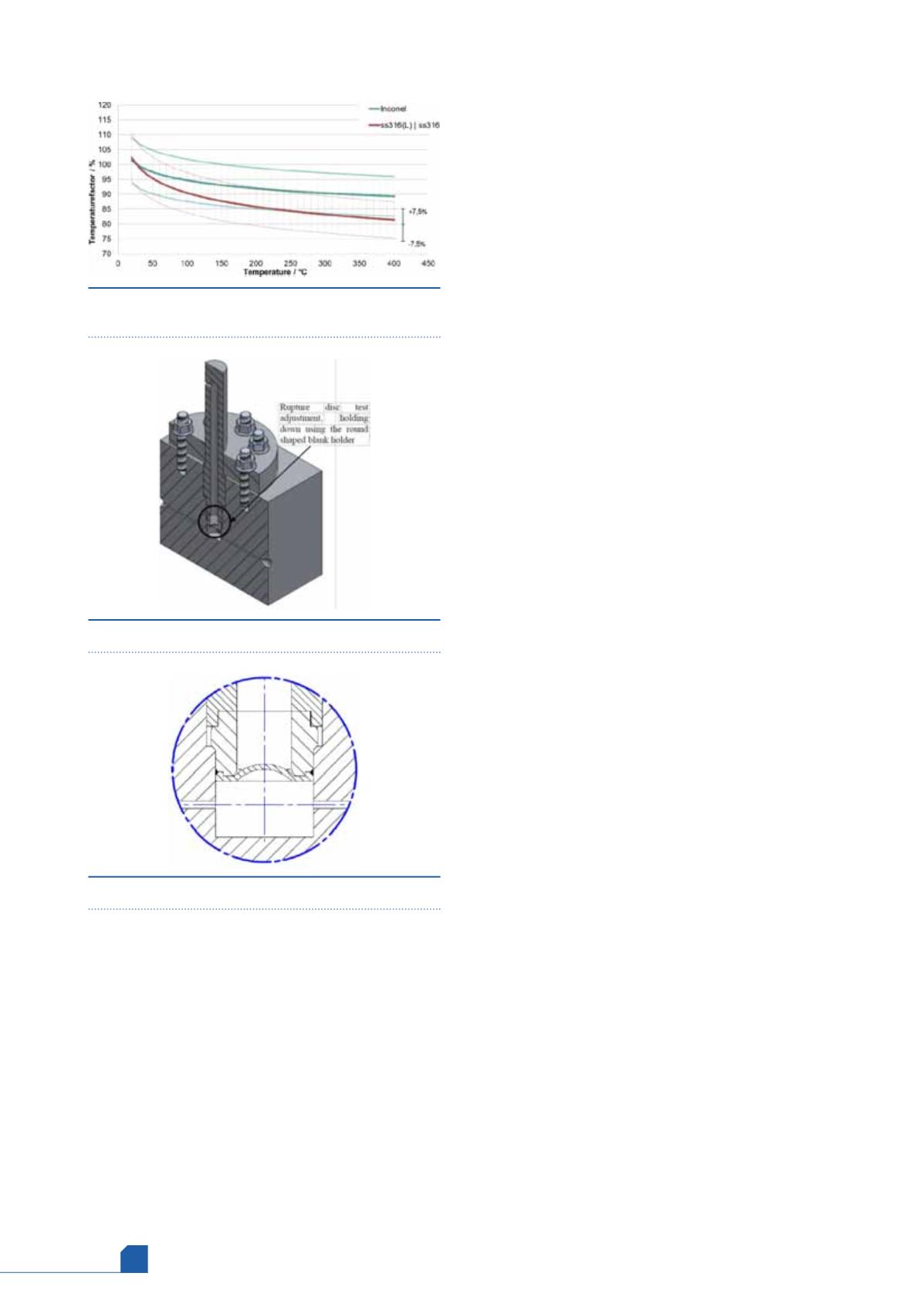
Depending on the specified material and its
behaviour at different temperatures, the burst
behaviour can change depending on temperatures.
Figure 1 shows the difference between stainless steel
(ss316(L)) and Inconel. The temperature factor for
stainless steel decreases rapidly, whereas the
temperature factor for Inconel is more constant. The
given values are the original tested temperature
factors for a reverse acting buckling pin rupture disc
within a total duration of five and a half years (all
rupture discs manufactured and tested between
January 2010 and June 2015). Furthermore, these
temperature factors are independent from different
material batches and nominal sizes, which results in
an overall deviation of
±
7.5%. The overall quantity
for these tests is >500 pieces.
For high pressure rupture discs (HPRD), an
appropriate graph is not available. However, Inconel
is a typical choice for processes where higher
temperatures and higher temperature ranges are
needed.
Furthermore, high burst pressures require a
robust design. The housing is a pressure-containing
part and has to withstand high loads. The rupture
disc itself must be robust against the high working
pressures of the process, but at the same time the
rupture disc has to be sensitive enough for a reliable
response if needed. Typically, the burst tolerance is
determined to
±
3% and better for high pressure
processes. Intensive testing is required to verify a
rupture disc for high performances. The burst
testing, in general, is described in EN ISO 4126-2.
Depending on the temperature, as well as the total
quantity of an order, different quantities have to be
tested.
4
For a HPRD, tests have to be performed in
respect to high pressures and high temperatures. A
batch of approximately 15 – 20 rupture discs are
used for testing. These tests are performed to verify
the rupture disc as well as the rupture disc housing.
Usually, all tests are performed in collaboration with
the respective customer. In this article, the general
tests are described to certify that the rupture disc is
a suitable solution to protect LDPE processes against
inadmissible pressure.
As described previously, a forward acting rupture
disc is used as a basic model. Therefore, it is
necessary to manufacture a domed (pre-bulged)
rupture disc and a suitable housing. The material
quality also has to be considered due to the welding
design. The welded assembly must be suitable for
high pressure flange connections. The connection
itself depends on the respective flange connection
Figure 1.
Temperature factor for different
temperatures.
Figure 2.
Detailed test setup.
Figure 3.
Improved solution of a rupture disc unit.